|
Szczegóły Produktu:
|
| Warunki: | Nowy | Stan proszku: | 380V/50HZ lub dostosowane |
|---|---|---|---|
| Pojemność: | 150-220 kg / h lub dostosowane | Średnice rur: | 20-110 mm lub dostosowane |
| Odpowiednie materiały: | HDPE PPR LDPE LLDPE | ||
| Podkreślić: | Linia do produkcji rur z tworzyw sztucznych PPR 20 mm,linia do produkcji rur PPR 110 mm,110 mm Wytłaczarka do rur PPR |
||
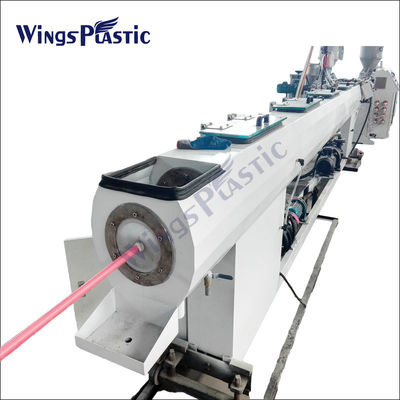
Linia produkcyjna maszyny do wytłaczania rur PPR z tworzyw sztucznych
Przepływ produkcji:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
Jak rozwiązywać problemy występujące w procesie produkcji rur PPR
1. Obecność śladów poparzeń na powierzchni rurki może być spowodowana nadmierną temperaturą na ciele lub nosie; głowica maszyny i filtr nie są dokładnie czyszczone;Nieczystości w materiałach granulowanych; słaba stabilność termiczna surowców lub niewystarczająca dawka stabilności termicznej; Instrument regulacji temperatury jest nieprawidłowo działający.
2Czarne paski na powierzchni rury mogą być spowodowane wysoką temperaturą głowicy i niegruntownym czyszczeniem filtra.
3Brak połysku na powierzchni rury może być spowodowany niską lub wysoką temperaturą pleśni.
4Zmarszczki na powierzchni rury mogą być spowodowane nierównomierną temperaturą wokół formy; woda chłodząca jest zbyt gorąca; trakcja jest zbyt wolna.
5. Nierówność wewnętrznej ściany rury może być spowodowana niską temperaturą pręta rdzenia; za niska temperatura ciała; za wysoka temperatura śruby.
6. Pęknięcia wewnętrznej ściany rury mogą być spowodowane zanieczyszczeniami w materiale; temperatura pręta rdzenia jest zbyt niska; niska temperatura ciała; prędkość trakcji jest zbyt szybka.
7Wewnętrzna ściana rury może mieć nierówności, co może powodować nadmiernie wysoką temperaturę śruby; prędkość śruby jest zbyt szybka.
8Na wewnętrznej ścianie rury mogą wystąpić bąbelki, które mogą być wilgotne.
9Nierównomierna grubość ściany rury może powodować, że pleśń ustna i pleśń rdzenia nie są wyrównane; Nierównomierna temperatura głowy; Niestabilna trakcja; Ciśnione powietrze jest niestabilne.
10. Zgięcie rury może powodować nierówną grubość ściany; nierówną temperaturę wokół głowicy maszyny; rowkę chłodzącą głowicy maszyny i centrum cięcia trakcyjnego nie są wyrównane;Otwory na obu końcach rowu chłodzącego nie są koncentryczne.
11Produkt może stać się kruchy z powodu niewystarczającej plastyzacji ciała; prędkość śruby jest zbyt szybka; temperatura głowy jest zbyt niska; lepkość żywicy jest zbyt wysoka.
12. Duże wzdłużne lub poprzeczne kurczenie rury może powodować dużą różnicę promienną między średnicą rękawka rozmiarowego a średnicą wewnętrzną matricy (przekrętową);Prędkość trakcji jest zbyt wysoka (wzdłużna).
13. nagłe powolne rozładowanie może powodować wysoką temperaturę w sekcji podawania śruby; Wpływ wody do kadłuba; niskie ciśnienie stopu w głowicy maszyny.
![]()

Podstawowe informacje o maszynach:
| Rozmiar wytłaczacza | Silnik główny | Maksymalna pojemność | Średnica rury |
| 65/33 | 37 kW | 150 kg/h | 16-63 mm |
| 65/33-H | 45 kW | 180 kg/h | 16-63 mm |
| 65/33-H | 55 kW | 200 kg/h | 20-110 mm |
![]()
Osoba kontaktowa: Mr. Wang
Tel: +86 15092066953
Faks: 86--532-87252290


 Polish
Polish